


케이블공사(한계상태설계법) KCS 24 71 00 :2023란?
KCS 24 71 00 :2023 "케이블공사(한계상태설계법)"은 건축물에 사용되는 케이블 공사에 대한 설계 및 시공 지침을 제공하는 건설 표준시방서입니다. 이 표준은 한계상태설계법을 기반으로 케이블의 안전성, 내구성, 기능성을 보장하기 위한 구체적인 요구사항과 시공 방법을 제시합니다. 또한 케이블 종류, 설치 환경, 하중 조건 등 다양한 변수를 고려하여 케이블의 성능을 평가하고 최적화된 설계 및 시공을 수행할 수 있도록 지원합니다.

1. 일반사항
1.1 적용범위
(1)이 기준은 KDS 24 00 00 교량 설계기준 중 한계상태설계법 및 한계상태설계법(케이블교량)에 따라 설계한 현수교 또는 사장교 케이블의 제작 및 가설, 프리스트레스트콘크리트의 긴장재로 사용되는 소선 및 연선의 품질관리 등에 적용한다.
(2)이 기준에 기재하지 않은 사항은 당해 공사의 공사시방서를 따른다.
1.2 참고 기준
1.2.1 관련 법규
내용 없음
1.2.2 관련 기준
● 교량용케이블소재적용지침(대한토목학회, 2014)
● KDS 24 00 00 교량 설계기준
● KS B 0816 침투 탐상 시험 방법 및 침투 지시 모양의 분류
● KS B 0802 금속 재료 인장 시험 방법
● KS D 3509 피아노 선재
● KS D 3514 와이어로프
● KS D 3554 연강 선재
● KS D 3559 경강 선재
● KS D 7002 PC 소선 및 PC 연선
● KS D ISO1460 용융 아연 도금-부착량 시험방법(질량 측정법)
● KS M ISO180 플라스틱-아이조드 충격강도의 측정
● KS M ISO868 플라스틱 및 에보나이트-듀로미터를 사용한 압입 경도 측(쇼어 경도)
● Cable Stays:Recommendations of French Interministerial Commission of Prestressing(Setra, 2002)
● Recommendations for Stay-Cable Design, Testing, and Installation(PTI, 2018)
● Acceptance of cable systems using Prestressing steel(FIB, 2019)
● ISO 6934-1Steel for the prestressing of concrete-Part 1:General requirements
● ISO 6934-2Steel for the prestressing of concrete-Part 2:Cold-drawn wire
● ISO 6934-3Steel for the prestressing of concrete-Part 3:Quenched and tempered wire
● ISO 6934-4 Steel for the prestressing of concrete-Part 4:Strand
● ISO 6934-5 Steel for the prestressing of concrete-Part 5:Hot-rolled steel bars with or without subsequent processing
● ISO 7801 Metallic materials-Wire-Reverse bend test
● ISO 8062-2 Geometrical product specifications(GPS) - Dimensional and geometrical tolerances for moulded parts - Part 2 : Dimensional and geometrical tolerances and machining allowances for castings
● ISO 15630-3 Steel for the reinforcement and prestressing of concrete-Test methods-Part 3:Prestressing steel
● ASTM B117 Standard practice for operating salt spray(fog) apparatus
1.3 용어의 정의
● 강선:강재로 제조된 소선과 연선을 통칭함.
● 소선:선재를 가공하여 단일가닥으로 만든 제품을 의미함. 강재를 신선하여 생산한 소선의 경우 KS에서는 이를 ‘강선’ 또는 ‘와이어’로 부르나 이 장에서는 케이블을 구성하는 각 재료의 역할을 분명히 구분하고, 향후 강재가 아닌 재료를 사용하는 경우에 대비하여 ‘소선’이라는 용어를 사용함.
● 연선:소선을 모아 합쳐서 구성한 제품을 의미함. KS에서는 이를 ‘강연선’ 또는 ‘스트랜드’로 부르나 소선과 동일한 맥락에서 ‘연선’을 사용함.
● 공칭인장강도:보증극한인장강도를 의미함. Guaranteed Ultimate Tensile Strength (GUTS)로도 표기함.
● 다층연선케이블:하나의 소선을 중심으로 여러 소선을 나선형으로 감아 다층을 형성한 케이블을 의미함. 별도의 수밀성 외피 없이 페인트 등으로 표면을 처리하여 수시로 관리하는 ‘표면코팅 형식’과 수밀성 외피가 있는 ‘외피 형식’이 있음.
● 피뢰시스템 : 구조물 뇌격으로 인한 물리적 손상을 줄이기 위해 사용되는 전체 시스템
● 인하도선시스템 : 뇌전류를 수뢰부시스템에서 접지극시스템으로 흘리기 위한 외부 피뢰시스템의 일부
● 접지극시스템 : 뇌전류를 대지로 흘려 방출시키기 위한 외부 피뢰시스템의 일부
● 등전위접지(피뢰등전위본딩) : 뇌전류에 의한 전위차를 감소시키기 위해 직접적인 도전접속 또는 서지보호장치를 통한 분리된 금속부의 피뢰시스템에 대한 전기적 접속
● 수뢰부시스템 : 낙뢰를 포착할 목적으로 피뢰침, 망상도체, 가공지선 등과 같은 금속 물체를 이용한 외부 피뢰시스템의 일부
| 형식 1(표면코팅 형식) | 형식 2(외피 형식) |
 |
|
| (a) 감긴 소선만으로 이루어진 케이블 | |
 |
|
| (b) 감긴 중심소선과 엇물린 Z형 외부소선으로 구성된 록코일 케이블 | |
그림 1.3-1 다층연선케이블의 단면 예시
● 부식방지층:케이블 또는 이를 구성하는 소선의 부식방지를 위한 피복을 의미함. 외부 환경에 노출된 피복을 외부 부식방지층이라 하고, 인장재와 직접 접하고 있는 피복을 내부 부식방지층이라 함.
● 선재:소선 또는 연선의 원재료가 되는 제품을 의미함.
● 선제작평행소선스트랜드:현수교용으로 제작된 한 다발의 평행소선스트랜드를 의미함. 이 기준에서는 Prefabricated Parallel Wire Strand(PPWS)로도 표현하며, 선제작평행소선스트랜드 여러 다발을 하나로 묶어 주케이블을 구성하는 방법을 Parallel Wire Strand (PWS) 공법이라고 함. 반면 에어스피닝 장비를 사용하여 소선 단위로 주케이블을 가설하는 방법을 Air Spinning(AS) 공법이라고 함.
● 실측인장강도:시험체를 직접 인장시험하여 얻은 극한인장강도를 의미함. AUTS로도 표기함.
● 자유길이:정착구, 새들, 전이구간을 제외한 케이블의 길이로 정의함.
● 전이구간:케이블의 구성 강선이 퍼지기 시작하는 곳에서부터 케이블 정착구까지의 구간을 의미함.
● 중앙값:측정자료를 크기의 순서대로 정렬했을 때 중앙에 위치하는 값을 의미함.
● 차지:단일 전로에서 한 번에 생산된 물량을 의미하며 보통 100,000kg~300,000kg의 질량을 가짐.
● 코일:운송 및 설치를 위하여 소선이나 케이블을 하나로 말아놓은 묶음을 의미함. 강선 코일의 경우 일반적으로 소선은 최대 약 2,000kg, 연선은 최대 약 5,000kg의 질량으로 생산됨.
● 평행소선케이블:주인장재를 소선으로만 구성한 케이블을 의미함. PWC로도 표기함. 보통 도금된 소선을 수밀성 외피로 감싸서 구성하고, 외피와 소선 사이에 적절한 충전재를 주입하기도 함. 다만, 이 형식을 현수교에 적용하는 경우에는 수밀성 외피를 두지 않기도 함.
 |
● 평행연선케이블:개별 정착된 연선을 여러 개 묶어서 구성한 케이블을 의미함. 연선의 부식방지층은 도금과 개별피복으로 구성되는 것이 일반적이며, 이를 ‘개별피복 다연선케이블’이라 함. 또한, 개별피복 대신에 적절한 덕트형 외피로 감싼 후 충전재 또는 공기를 주입하기도 하며 이를 ‘덕트형 다연선케이블’이라 함. MS 형식의 사장재 케이블이 이에 속함.
 |
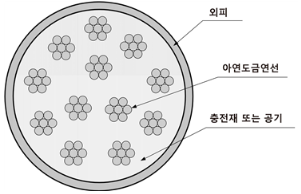 (b) 덕트형 다연선케이블 |
1.4 제출물
(1) 계약상대자는 제작 착수 전 케이블공 구조부재의 제작, 조립, 설치 등에 관한 시공계획서를 제출하여 공사감독자의 승인을 받아야 한다. 시공계획서 내용에는 아래사항이 포함되어야 한다.
①공정표 및 공정관리 계획
②재료 및 부품 조달 계획
③인원 및 장비 동원 계획
④제작 및 제작 관리
⑤품질 관리 계획
⑥운반계획
⑦가설계획
1.5 품질관리
1.5.1 생산자 실명제
(1)소선, 연선, 소켓을 포함하는 케이블, 정착장치, 기타 부속품의 공급자는 선재, 판재 등의 원자재와 최종 가공제품의 생산자 정보를 공사감독자에게 제출하여야 한다.
1.5.2 성능검증 기관
(1)소선, 연선, 소켓을 포함하는 케이블, 정착장치 등의 공급자는 품질시험 국가공인기관에서 실시한 시험성적서 또는 시험보고서를 공사감독자에게 제출하여야 한다. 다만, 품질시험 국가공인기관 이외의 기관에서 시험을 실시하고자 하는 경우 관련 분야 전문가 또는 공사감독자 입회하에 시험을 실시하여야 하며, 시험장비에 대해 국제공인 교정기관에서 발급한 유효한 교정성적서를 함께 제출하여야 한다.
1.5.3 현장재료관리시험
(1)현장재료관리시험은 이 기준의 내용을 준수하여 작성된 당해 공사의 공사시방서에 따라 실시하여야 한다. 당해 공사의 공사시방서가 이 기준의 발간 이전에 작성되어 이 기준의 내용을 반영하지 못하는 경우 공사감독자는 관련 분야 전문가의 의견을 수렴하여 당해 공사의 공사시방서를 보완하도록 하여야 한다.
1.5.4 성능검증 유효기간
(1)당해 공사의 공사시방서에서 소선, 연선, 소켓을 포함하는 케이블, 정착장치와 같은 부속품 등에 대해 사전에 실시한 성능검증 결과 활용이 가능하다고 명시한 경우 성능검증 결과의 유효기간은 다음을 따른다. 즉, 소선과 연선의 성능검증 유효기간은 강재 공급원이 승인을 득하는 날로부터 최대 2년, 소켓을 포함하는 케이블, 정착장치와 같은 부속품의 성능검증 유효기간은 부속품 공급원이 승인을 득하는 날로부터 최대 5년을 초과할 수 없다.
1.5.5 원자재 및 생산 프로세스 균일화
(1)소선, 연선, 소켓을 포함하는 케이블, 정착장치, 기타 부속품은 원자재 또는 생산 및 가공 프로세스에 변화가 있을 경우 성능검증을 재실시 하여야 한다.
1.5.6 보고
(1)검사 성적은 정리하여 발주자에게 제출 및 보존하여야 한다. 보존기간은 해당공사 완료 후 3년간으로 한다.
2. 자재
2.1 선재
(1)선재의 화학 성분은 C, Si, Mn, P, S, Cu, Cr에 대하여 KS D 3509에 따라 관리하는 것을 원칙으로 하되, 공사감독자, 선재 공급자 및 수급인의 협의에 따라 조정 할 수 있다. 다만, KS에서 명시하지 않고 있는 비금속 개재물의 청정도는 0.1% 이하가 되도록 한다.
2.1.1 주인장재의 선재
(1)주인장재를 구성하는 강재 선재는 최소한 KS D 3509에 제시된 물리적 성질과 흠 깊이 규정을 만족하여야 하며, 해당 교량이 요구하는 성능을 제공하여야 한다.
2.1.2 랩핑와이어의 선재
(1)랩핑와이어를 구성하는 강재 선재는 KS D 3554에 제시된 규정을 만족하여야 한다.
2.1.3 캣워크의 선재
(1)캣워크의 주로프는 KS D 3509 또는 KS D 3559에 제시된 규정을 만족하여야 한다.
2.2 소선 및 연선
2.2.1 소선 및 연선의 기하학적 특성
(1)치수 및 허용차KS D 7002의 표 4에 따르되, 대표적인 강재 소선과 연선에 대한 치수 및 허용차는 표 2.2-1과 같다. KS D 7002에 명시되지 않은 강재 소선과 연선의 치수에 대해서는 유사 직경을 갖는 강재 소선과 연선의 허용차를 따른다.
| 형식 | 표준 지름(mm) | 허용차(mm) | 심선 지름과 측선 지름의 차(mm) |
| 소선 | 5.00 | ±0.05 | - |
| 6.00 | |||
| 7.00 | |||
| 연선 | 10.8 | +0.4 -0.2 |
0.07 이상 |
| 11.1 | |||
| 12.4 | 0.08 이상 | ||
| 12.7 | |||
| 15.2 | |||
| 15.7 | |||
| 주: 1) KS D 7002의 ‘표 4 치수 및 허용차’를 바탕으로 작성.2) 지름 15.7mm 연선은 규격에는 없으나 별도로 추가한 것임. | |||
(2)공칭 단면적 및 단위 무게KS D 7002의 표 5에 따르되, 대표적인 강재 소선과 연선에 대한 규격은 표 2.2-2와 같다.
| 형식 | 표준 지름(mm) | 공칭 단면적(mm) | 단위 무게 [g/m] |
| 소선 | 5.00 | 19.64 | 154 |
| 6.00 | 28.27 | 222 | |
| 7.00 | 38.48 | 302 | |
| 연선 | 10.8 | 69.68 | 546 |
| 11.1 | 74.19 | 580 | |
| 12.4 | 92.90 | 729 | |
| 12.7 | 98.71 | 774 | |
| 15.2 | 138.70 | 1101 | |
| 15.7 | 150.00 | 1172 | |
| 주: 1)KS D 7002(표 5) 공칭 단면적 및 단위 무게를 바탕으로 작성.2)지름 15.7mm 연선은 규격에는 없으나 별도로 추가한 것임. | |||
2.2.2 소선 및 연선의 역학적 특성 및 시험
(1) 강재 소선 및 연선의 역학적 특성은 이 항에서 정하는 바를 따른다. 다만, 소선 및 연선의 용접 이음은 허용하지 않는다. 특별히 현수교에 적용된 소선의 경우 현장 조건에 따라 기계적 이음을 허용할 수 있으며, 이 때 이 기준 2.2.4에 제시된 시험 기준을 만족하여야 한다.
①인장강도시험
가. 인장강도시험은 KS D 7002을 따른다.
②탄성계수
가. ISO 15630-3에 규정한 인장 시험법에 따라 시험하여 탄성계수를 측정하며, 강재 소선은 205±5GPa, 강재 연선은 195±10GPa을 만족하여야 한다.
③연신율
가. KS D 7002에 규정한 인장 시험법에 따라 시험하며, 파단 시 연신율은 KS D 7002의 표 3을 만족하여야 하며, 대표적인 강재 소선과 연선에 대한 연신율은 표 2.2-3과 같다. 다만, 사장교의 사재로 사용되는 연선의 연신율은 4.5% 이상을 적용한다.
| 형식 | 표준 지름(mm) | 연신율(%) |
| 소선 | 5.00 6.00 |
4.0 이상 |
| 7.00 | 4.5 이상 | |
| 연선 | 10.8 11.1 12.4 12.7 15.2 15.7 |
3.5 이상 |
| 주:1) KS D 7002의 표 3을 바탕으로 작성2) 사장교의 사재로 사용되는 연선의 연신율은 4.5% 이상을 적용 | ||
④단면감소율
가. ISO 15630-3에 규정한 인장 시험법에 따라 계산된 파단된 단면의 단면감소율은 25% 이상이어야 한다.
⑤직선성시험
가. 소선은 약 5m 길이를 평탄한 바닥면에 자유롭게 놓았을 때 프리코일(바닥면에 투영된 선형)의 지름은 4.0m 이상, 프리리프트(바닥면으로부터 솟아있는 부분의 높이)는 150mm 이하이어야 한다. 연선은 평탄면에 자유롭게 놓았을 때 1m 떨어진 두 점을 연결한 직선으로부터 굽은 강선까지 측정한 거리,
![]()
는 25mm 이하가 되어야 한다.

그림 2.2-1 연선의 직선성시험 방법
⑥비틀림시험
가. 이 시험은 소선에만 해당한다. 비틀림시험은 물림 간격이 소선 지름의 100배가 되도록 시험편의 양 끝을 단단히 물리고, 한쪽 끝은 소선 축방향으로 이동할 수 있게 하며, 다른 쪽 끝은 매분 60회 이하의 비틀림 속도로 회전시켜 시험한다. 시편이 파단되었을 때의 비틀림 횟수는 사장교용 케이블 소선은 12회, 현수교용 케이블 소선은 14회 이상이어야 한다. 파단면은 소선축에 직각을 이루면서 종방향 균열이나 국부 뒤틀림이 없어야 하고, 파단부에 박리층이 없어야 한다. 시험편이 물림 부분에서 파단되어 기준값을 만족하지 못한 경우는 그 시험을 무효로 하고, 시험체를 다시 채취하여 재시험 한다.
⑦역전굽힘시험
가 이 시험은 소선에만 해당한다. ISO 7801에 규정한 역전굽힘시험에 따라 시험하며, 규정에 따라 굽힘을 반복할 때 그 최소 반복 횟수가 5회 이상이어야 한다.
⑧굴절인장시험
가. 이 시험은 연선에만 해당한다. ISO 15630-3에 규정한 굴절인장시험에 따라 시험하며, 5개의 시편을 시험하여 얻은 D값의 평균이 20% 이하이어야 한다. 프리스트레스트콘크리트의 긴장재로 사용되는 경우, D값의 평균은 28% 이하 이어야 한다.
⑨릴랙세이션시험
가. 이 시험은 저릴랙세이션 강선을 적용하는 경우에만 해당한다. 릴랙세이션은 KS D 7002에 규정한 시험법을 따른다.
⑩응력부식시험
가. 이 시험은 도금이 내부 부식방지층으로 사용되지 않은 강선에 대해 수행한다. 다만, 현수교에서는 주케이블을 이루는 구성 강선에 대해서만 수행한다. 도금하지 않은 소선 또는 연선에 대하여 ISO 15630-3에서 제시된 ‘티오시안산염 용액에서의 응력부식시험’의 용액 A로 시험한다. 시험한 소선 또는 연선은 모두 파단 시간이 최소값 2시간, 중앙값 5시간 이상이어야 한다.
2.2.3 소선 및 연선의 피로시험
(1)피로시험 시험체의 자유길이는 300mm 이상이어야 한다. 시험 시 정착구 파손이 일어나지 않도록 하여야 하며, 정착구 파손 시 동일하게 채취된 다른 시험체로 재시험한다. 최대 응력은 0.45GUTS가 되도록 하여 표 2.2-4에 기술한 응력 범위로 2백만 회의 반복 하중에 대하여 피로시험을 수행한다. 피로시험을 마친 시험체에 대해서는 정적인장시험을 수행하여야 하며, 이때 강도는 0.95GUTS 이상이어야 한다. 다만, 현수교 주케이블로 사용하는 소선은 피로시험을 생략할 수 있다.
| 소선 | 연선 | |
| 응력범위(Δf) | 370MPa | 300MPa |
| 최댓값 | 0.45GUTS | 0.45GUTS |
(2)프리스트레스트콘크리트의 긴장재로 사용되는 연선 및 소선의 경우, 피로최대하중을 0.7GUTS로 하고 각각 190MPa, 200MPa의 응력범위로 200만회 피로시험을 수행하였을 때 파단이 발생하지 않아야 한다.
2.2.4 소선의 기계이음 시험
(1) 도급자가 시제품으로 제시하는 연결 접속구에 대한 소선 연결 후의 인장특성값은 KS B 0802에 따라 시험하였을 때 케이블용 아연도금소선의 1.0GUTS 또는 소선의 0.97AUTS 이상이어야 한다.
(2)인장시험소선의 공장이음 및 현장이음부는 인장시험에 의해 이음 단부가 파단되지 않아야 한다. 이때 인장강도는 소선의 공칭인장강도 이상이어야 한다. 연결 접속구 시험편은 형상 및 치수검사에서 합격한 것이어야 한다.
(3)피로시험소선의 이음부는 1천만 회의 반복횟수에 대하여 응력범위 17MPa의 편진피로시험에 의해 피로파단이 발생하지 않아야 한다.
(4)연결접속구의 형상 치수검사연결접속구의 표면처리는 용융아연도금(최소아연부착량 300g/m)으로 한다. 형상 치수검사는 공장이음 및 현장이음 모두 100개소마다 1개소 이상으로 한다.
2.2.5 소선 및 연선의 취급
(1)소선 및 연선은 운반, 보관 및 설치 중 부식, 열, 긁힘, 소금물 및 다른 유해한 영향으로부터 보호되어야 하며 지면에 직접 접촉되지 않도록 저장하여야 한다.
(2)소선 및 연선은 방청 처리를 하고 수송 및 가설 중의 백색녹 발생 예방에 유념하여야 한다.
(3)연선을 감고 저장하고 푸는 과정에서 폴리에틸렌 쉬스에 균열이 발생하지 않도록 조치하여야 한다.
2.2.6 소선 및 연선의 시험 단위
(1)소선 및 연선
① 이 기준 1.5.2의 성능검증 기관에서 실시한 성능검증 시험과 더불어 강재 공급원은 현장 품질관리를 위해 현장에서 요구되는 품질 항목에 대해 표 2.2-5의 시험 단위로 시험한다. 이때, 강재 공급원은 시험을 자체 실시할 수 있으나, 시험장비에 대해 국제공인 교정기관에서 발급한 교정성적서를 함께 제출하여야 한다.
| 시험 항목 | 관련 조항 | 시험 단위 | |
| 소선 | 연선 | ||
| 기하학적 특성 | 2.2.1 | 동일 차지에서 생산된 코일 20개마다 한 개의 코일의 양단에서 1개씩 (총 2회) |
동일 신선 공정으로 생산된 코일 20개마다 한 개의 코일의 양단에서 1개씩 (총 2회) |
| 인장강도 | 2.2.2(1) | ||
| 탄성계수 | 2.2.2(2) | ||
| 연신율 | 2.2.2(3) | ||
| 단면감소율 | 2.2.2(4) | ||
| 직선성시험 | 2.2.2(5) | ||
| 비틀림시험 | 2.2.2(6) | 시험대상 제외 | |
| 역전굽힘시험 | 2.2.2(7) | ||
| 굴절인장시험 | 2.2.2(8) | 시험대상 제외 | 동일 신선 공정으로 생산된 한 개의 코일의 양단에서 각각 2개 이상씩 총 5회 |
| 릴랙세이션시험 | 2.2.2(9) | 동일 차지에서 생산된 2개의 코일에서 1개씩 (총 2회) |
동일 신선 공정으로 생산된 2개의 코일에서 1개씩 (총 2회) |
| 피로시험 | 2.2.3 | ||
| 동일 신선 공정으로 생산된 연선에 대하여 6회 | |||
| 응력부식시험 | 2.2.2(10) | ||
| 주:1) 릴랙세이션시험은 저릴랙세이션 강선을 사용하는 경우에만 해당한다. | |||
(2)소선의 기계이음 시험
① 소선에 기계이음이 있는 경우에는 이 기준 2.2.4의 시험 항목에 대하여 표 2.2-6의 시험 단위로 시험한다.
| 시험 항목 | 관련 조항 | 시험 단위 |
| 인장시험 | 2.2.4(1) | 동일한 형식에 대하여 교량마다 2회 이상 시험 |
| 피로시험 | 2.2.4(2) | |
| 형상 치수검사 | 2.2.4(3) | 이음 100개소마다 1개소 이상 시험 |
2.3 행어용 로프
(1)현수교의 행어용 로프는 KS D 3514에 따른다. 행어용 로프는 해당 교량이 요구하는 기하학적 역학적 성능을 만족하여야 한다.
2.3.1 행어용 로프의 기하학적 특성
(1) KS D 3514을 따르며, 아래 기술한 내용을 추가한다.
(2)기하학적 특성의 허용 오차
① 시험체로 선택된 로프를 0.55GUTS로 60분 이상 인장하고, 이를 2회 이상 반복한다. 하중 크기는 측정 범위에서 ±2% 이내로 한다. 인장 후 로프에 고정하중 장력을 주어 길이를 측정하고 마킹을 실시한다. 마킹은 소켓 정착위치, 로프 중앙점, 클램프 고정 위치, 스페이서의 설치 위치에 실시한다. 고정하중 장력을 가한 상태에서 마크 간 거리의 허용 오차는 표 2.3-1에 명시한 바를 따른다. 소켓 단면과 가장 가까운 마크와의 거리는 장력을 가하지 않은 상태에서 실시하여도 무방하며 그 허용 오차는 ±5mm로 한다.
| 마크간 거리 | 허용 오차(mm) |
| 60m 이하 60m 초과 120m 이하 120m 초과 180m 이하 180m 초과 |
±3 ±5 ±7 ±9 |
② 위와 같이 인장 후 로프 끝에서 1.5m 이상 떨어진 임의의 두 점 이상에서 최대 지름을 0.1mm까지 측정하여 그 평균값을 구한다. 인장 시험편의 중앙점에 있는 임의의 2점 이상에 대하여 실시하여도 좋다. 이 때 인장 후 로프 지름의 허용 오차는 공칭지름에 대하여 0%~+6% 로 한다.
2.3.2 행어용 로프의 역학적 특성 및 시험
(1)KS D 3514에서 정한 시험방법에 따른다. 두가닥인장절단하중은 로프를 도르래에 감아 시험기에 걸어 서서히 인장한 후 절단하고, 그 때의 절단하중을 조사한다. 시험편은 로프 지름의 100배 이상, 도르래 지름은 주케이블 지름과 동일하게 한다. 이 시험 중 고정부에서 절단되었을 때는 재시험을 실시할 수 있다.
2.3.3 행어용 로프의 시험 단위
(1) 소선
| 시험 항목 | 시험 단위 |
| 파단시험 비틀림시험 권해시험 아연부착량시험 소선 지름 |
로프 1조의 한쪽 끝에서 샘플링하며, 시험갯수는 KS D 3514의 표 9 소선시험개수 및 표 10 합격판정개수에 따른다. |
(2) 로프
| 시험 항목 | 시험 단위 |
| 파단시험 로프 지름 두가닥인장절단하중 |
로프 1조의 끝에서 샘플링하여 1개 |
| 기하학적 특성 또는 소켓 양단 마크 간 거리 |
전수 |
| 주:1) 두가닥인장절단하중은 밴드형 행어인 경우에만 해당한다. | |
여기에서, 로프 1조는 동일 차지에서 생산된 소선을 이용하여 동일 생산 공정으로 연속 제작된 것을 의미한다.
2.4 캣워크 주로프
2.4.1 제작
(1)캣워크의 주로프는 KS D 3509의 피아노 선재 또는 KS D 3559의 경강 선재를 사용하여 신선 및 열처리를 가한 후 용융아연도금을 하여야 한다.
2.4.2 검증
(1) 캣워크 정착부는 조립 전에 KS B 0802에 따라 인장시험을 실시하여야 한다.
(2) 적녹(발청)이 발생한 제품은 사용할 수 없다.
2.5 랩핑와이어
(1)제작
①KS D 3554에 규정하는 선재를 냉간가공으로 정형하여 용융아연도금 처리를 실시한 후 다듬질 압연을 실시한다.
(2)검증
①S형 소선의 치수 허용차는 표 2.5-1과 표 2.5-2을 따른다.
| 폭의 허용차 | 두께의 허용차 |
| ±0.15mm | ±0.08mm |
| 맞물림부의 두께 허용차 | 맞물림부 공극 허용차 |
| ±0.08mm | ±0.20mm 이하 |
②도금 후의 S형 소선은 양호한 용접성을 가져야 한다. 맞대기 용접을 실시한 이음부에 대하여 용접부 강도시험 방법에 따라 시험하였을 때 용접이음의 강도가 모재의 규격값보다 작아서는 안 된다.
(3)시험
①랩핑와이어의 인장특성은 KS B 0802에 따라 시험했을 때 표 2.5-3의 값에 부합하여야 한다.
| 인장강도 | 연신율 |
| 550MPa 이상 | 1.5% 이상 |
| 주:1) 인장강도:절단하중을 공칭 단면적으로 나눈 값으로 한다.2) 연신율:표점거리는 250mm로 한다. | |
②S형 소선의 형상 치수는 시험편의 폭, 두께, 맞물림 부의 두께를 0.01mm까지 측정함과 동시에 공극값을 틈새 게이지로 측정하여 얻는다.
③용접부 강도시험을 위하여 용접부를 포함한 시험편에 대하여 인장시험 및 감기시험을 실시하여야 한다.
2.6 내부 부식방지층
(1)주인장재는 케이블의 설계 수명을 보장할 수 있어야 하며 2개 층 이상의 다층 구조로 구성된 부식 방지층으로 보호함으로써 여유도를 확보하여야 한다. 내부 부식방지층은 주인장재에 직접 적용하는 코팅이며 전 길이에 걸쳐 연속되어야 한다. 내부 부식방지층은 주로 금속도금이 사용되나, 동일한 성능을 제공하는 다른 방법도 가능하다. 일반적으로 금속도금은 아연도금이나 95%의 아연과 5%의 알루미늄을 이용한 아연-알루미늄 도금이 사용된다. 분리형 쐐기로 정착하는 연선으로 구성된 케이블은 아연이 지나치게 많으면 인장 장치 물림턱의 이빨이 메워질 수 있으므로 주의하여야 한다.
2.6.1 성능 시험
(1)내부 부식방지층에 대해서는 염수분무시험을 수행하여야 한다. 주인장재 제작과정에서 부식방지층을 설치한다면 0.50GUTS로 인장하고 염수분무시험을 수행한다. 주인장재를 조립한 후에 부식방지층을 설치한다면 0.30GUTS로 인장하고 부식방지층을 설치한 후 0.50GUTS로 증가시켜 염수분무시험을 수행한다. 시험은 ASTM B117에 따라 0.3m 이상의 길이로 세 개의 시편을 준비하여 300시간 이상 염수분무에 노출하여 시험한다.
(2)시험된 모든 시험체는 분해 검사하며 컬러 사진으로 기록해야 한다. 연선의 경우에는 풀어서 검사한다. 부드러운 헝겊으로 닦이지 않는 정도의 표면 부식은 없어야 한다. 부식으로 인한 결함이 발견되면 불합격 판정한다. 아연도금 소선의 경우에는 아연의 산화는 허용되나 내부 부식이 있으면 불합격 판정한다.
(3)여러 개의 내부 부식방지층이 복합적으로 적용되는 경우, 각각의 부식 방지층을 개별로 시험하여 그 성능을 검증하여야 한다. 다만, 그 성능이 기존의 사례에서 충분히 입증된 경우는 생략할 수 있다.
2.6.2 소선 및 연선의 도금
(1) 사장교 및 현수교의 강선이 아연 또는 아연-알루미늄 도금이 되어있을 경우 다음 규정에 따른다.
①부착량
가. KS D ISO 1460에 따라 시험하며 시험체의 길이는 150mm 이상이어야 한다. 도금의 부착량(
![]()
)은 다음 식으로 계산하며, 연선의 경우에는 연선을 구성하는 소선 2개 이상에 대하여 시험하여 평균값으로 구한다.
![]()
(2.6-1)
여기서,
![]()
: 도금강선 무게(g)
![]()
: 도금제거강선 무게(g)
![]()
: 도금제거강선 지름(mm)
![]()
: 도금 무게(g/m)
사장교용 인발도금 소선의 평균 도금 부착량은 190g/m~350g/m이어야 하며, 현수교 및 사장교용 용융도금 소선의 평균 도금 부착량은 300g/m이상(아연-알루미늄 도금인 경우에는 250g/m 이상)이어야 한다. 또한, 소선의 평균 도금 두께는 0.12mm를 넘지 않아야 한다.
②부착성
가. 소선 또는 연선을 구성하는 소선에 대하여 시험편을 표 2.6-1에 규정한 지름을 가진 중심쇠의 주위에 6회 이상 밀착하여 감는다. 감는 속도는 분당 15회 이내에서 일정하게 유지한다. 이때 도금층을 손가락으로 가볍게 비벼서 도금층에 균열과 박리가 발생하여서는 안 된다.
| 소선의 공칭 지름 |
중심쇠의 지름(mm) |
| <4 | 4 |
| ≥4 | 5 |
2.6.3 행어용 로프의 도금
(1) 현수교 행어용 로프가 아연 또는 아연-알루미늄 도금이 되어있는 경우 다음의 규정에 따른다.
①부착량
가. 부착량은 이 기준 2.6.2(1)에 제시된 시험법에 따르며 부착량 기준은 KS D 3514에 따른다. 다만, 해상에 위치한 교량이나 부식에 대한 주의가 필요한 경우에는 표 2.6-2를 따른다.
| 소선의 공칭 지름(mm) | 최소 아연 부착량(g/m) |
| 1.0 초과 1.6 이하 | 120 |
| 1.6 초과 2.0 이하 | 150 |
| 2.0 초과 2.3 이하 | 180 |
| 2.3 초과 2.6 이하 | 210 |
| 2.6 초과 3.0 이하 | 240 |
| 3.0 초과 3.6 이하 | 260 |
| 3.6 초과 4.8 이하 | 270 |
| 4.8 초과 | 300 |
②부착성
가. 행어용 로프의 도금 부착성 시험은 이 기준 2.6.2(2)를 따른다.
2.6.4 내부 부식방지층의 시험 단위
(1)내부 부식방지층에 대하여 교량마다 1회의 염수분무시험을 수행하며, 사전 시험 성적이 있는 경우에는 공사감독자와 협의하여 이를 인정할 수 있다.
(2)또한, 소선 및 연선이 도금된 경우 동일 차지에서 생산된 코일 20개마다 임의의 한 코일의 양단에서 1개씩 총 2개의 시험체에 대하여 도금 부착량, 부착성, 연속성 시험을 수행한다.
(3)행어용 로프에 도금을 적용한 경우에는 동일 차지에서 생산된 3개의 코일에서 각 1개씩 총 3개의 시험체에 대하여 도금 부착량 및 부착성 시험을 수행한다.
2.7 외부 부식방지층
(1)외부 부식방지층은 케이블 형식에 따라 다양한 형식을 취할 수 있다. 이 과정에서 케이블 자유길이에 대한 외피와 충전재 등 외부 부식방지층의 형식을 결정함과 동시에 정착구까지 외부 부식방지층의 연속성을 보장할 수 있는 방안을 제시하여야 한다.
2.7.1 HDPE 외피
(1) 덕트형 다연선케이블 또는 평행소선케이블은 전 길이에 걸쳐 수밀성이 보장되는 HDPE 외피를 외부 부식방지층으로 두어야 하며, 이는 최소 50년 설계 수명과 품질 확보를 위해 자외선 가속화 시험(UV)을 실시하여 자외선에 대한 내구성을 확인하여야 한다. 또한 아래의 성능 기준을 만족해야 하며 풍우진동을 제어하기 위하여 외피를 표면처리 할 수 있다.
(2)화학적 특성
①외피는 PE80 또는 PE100으로 성형하여 사용한다.
②무게 기준으로 카본-블랙 함유량이 2.3±0.3% 이어야 한다.
③카본-블랙 확산계수 3 미만, 분배계수 C2 미만 이어야 한다.
④일체 사출된 HDPE 외부층의 산화방지제 농도는 1,000ppm을 초과해야 한다.
⑤유동성지수는 190℃에서 5kg에 대하여 10분마다 PE100의 경우 0.2g~1.4g, PE80의 경우 0.35g~1.4g 이어야 한다.
⑥200℃에서 20분 이내에 산화되어서는 안 된다.
⑦20분 동안 220℃ 이상에서 내열 안정성이 확보되어야 한다.
⑧23℃에서 밀도가 940kg/m3 이상이어야 한다.
(3)기하학적 특성
① HDPE 외피의 최소 두께는 충전재가 도입된 경우 외피 지름의 1/17 이상 그리고 충전재가 없는 경우 외피 지름의 1/32 또는 5mm 중 큰 값 이상이어야 한다. 다만, 다층연선케이블에 개별피복을 적용한 경우에는 예외로 하며, 개별 무피복 케이블의 경우 지름이 20mm~150mm 라면 피복의 두께는 지름의 1/15과 3mm 중 큰 값 이상이어야 한다.
(4)역학적 특성
①23℃ 에서 항복강도가 원재료는 22MPa 이상, 외피는 18MPa 이상이어야 한다.
②재하속도 50mm/분 이하로 파단 시 연신율은 +23℃일 경우 원재료의 600% 이상, 외피의 350% 이상이어야 하고 -20℃일 경우 원재료의 150% 이상, 외피의 100% 이상이어야 한다.
③평균 휨계수는 23℃에서 800MPa 이상이어야 한다.
④KS M ISO180에 따라, 23℃에서 아이조드 충격강도는 20kJ/m2를 초과하여야 한다.
⑤KS M ISO868에 따라, 쇼어 D형 듀로미터로 얻은 값이 55를 초과하여야 한다.
⑥PWC와 같이 공장에서 케이블 제작이 완성되어 원형으로 말아서 운반되는 경우 곡률에 의한 휨응력이 외피항복강도의 90%를 넘지 않도록 곡률을 조절하여야 한다.
2.7.2 충전재
(1)케이블 형식에 따라 충전재가 필요한 경우 자유 길이에 걸쳐 왁스, 그리스, 레진 등의 유연한 재료나 습도가 제어된 공기 등이 충전재로 사용될 수 있다. 시멘트 그라우팅은 균열이 발생하여 수밀성을 보장하지 못하므로 부식방지층으로 사용하는 것을 권장하지 않는다.
2.7.3 개별피복
(1) 평행연선케이블 중에서 개별피복 다연선케이블은 외부부식방지층으로 개별피복을 적용하며, 이는 아래의 성능 기준을 만족하여야 한다.
(2)화학적 특성
① 개별피복의 화학적 특성은 이 기준 2.7.1(1)에 기술된 HDPE 외피의 화학적 특성과 동일하다. 다만, 개별피복으로 HDPE가 적용된 경우에는 밀도가 900kg/m이상이어야 한다.
(3)기하학적 특성
① 개별 피복의 두께는 1.1mm 이상이고, 외경은 19.5mm 미만이어야 한다.
(4)역학적 특성
①개별피복의 항복강도는 외피와 동일하게 23℃에서 원재료는 22MPa 이상, 피복은 18MPa 이상 이어야 한다.
②재하속도 50mm/분 이하로 파단 시 연신율은 +23℃일 경우 원재료의 600% 이상, 외피의 350% 이상 이어야 하고 -20℃일 경우 원재료의 150% 이상, 외피의 100% 이상이어야 한다.
③KS M ISO180에 따라, 23℃에서 아이조드 충격강도는 20kJ/m를 초과하여야 한다.
2.7.4 외부 부식방지층의 시험 단위
(1) HDPE 외피
| 시험 항목 | 시험 단위 |
| 화학적 특성 기하학적 특성 역학적 특성 |
구조물에 공급된 피복 10,000kg마다 3개를 취하며 여러 크기의 외피가 사용될 경우, 대표적인 대, 중, 소에서 각 1개씩을 취하고 동일 크기에 대하여 1개 이상은 맞대기 이음부를 포함 |
(2) 개별피복
| 시험 항목 | 시험 단위 |
| 화학적 특성 기하학적 특성 역학적 특성 |
구조물에 공급된 개별피복 10,000kg마다 3개 |
2.8 주단강품
(1)케이블 밴드
①케이블 밴드 및 단밴드의 치수 허용 오차는 ISO8062-2 등을 따라 작성된 해당공사의 설계도에 의한다.
②케이블 밴드의 마무리 거칠기는 설계도에 지시된 거칠기를 따라야 한다.
③케이블 밴드 및 단밴드 검사 방법은 표 2.8-1를 표준으로 하며, 공사감독자의 지시에 따라 변경할 수 있다.
| 검사항목(품질관리항목) | 구분 | 비고 | |
| 밴 드 본 체 |
모형 검사(모형 치수, 모형 실치수도) | C | |
| 주방 검사(주방 치수, 외관, 형상) | C | ||
| 재료 검사(성분분석 시험, 기계 시험) | A | 공사감독자가 지시한 경우 B | |
| 비파괴 검사(거칠기, 가공후 초음파 및 침투 탐상시험) | B | ||
| 완성 검사(치수, 외관, 형상, 침투탐상 시험) | A | ||
| 볼 트 ㆍ 너 트 |
재료 검사(기계시험) | A | 공사감독자가 지시한 경우 B |
| 치수검사 | B | ||
| 제품 인장검사(볼트 + 너트의 조합) | B | ||
| 완성 검사(치수, 외관, 형상) | A | ||
| 공 통 |
도료 검사 | C | |
| 도장 검사(본체 및 볼트ㆍ너트의 도막 두께) | B | 공사감독자가 지시한 경우 A | |
| 중량 검사(본체의 중량 측정) | C | ||
| 주:A) 입회 검사B) 출하 시 심사C) 제작 중 적어도 1~2회 심사 | |||
④절삭가공면 전면에 대해 자분탐상검사를 실시하되, 부득이한 경우 침투탐상검사로 대체한다.
⑤케이블 받침부 및 볼트 구멍 근방에 대해 초음파 탐상 시험을 실시한다.
(2)행어 소켓
①소켓 도면 및 치수는 해당 공사의 설계도에 의한다.
②소켓의 외곽은 육안으로 검사하며 표면에 해로운 흠, 균열, 터짐 등의 결함이 없어야 한다.
③소켓은 시험편을 제작하여 행어케이블을 장착시킨 후 강도시험을 하여 소요강도(행어 케이블의 파단강도) 이상의 결과를 얻어야 한다.
④소켓은 케이블 밴드에 준하는 시험 규정을 따라야 한다.
⑤소켓의 비파괴 검사는 케이블 밴드에 준하여 실시하며, 시험편의 수는 공사감독자의 승인을 얻어야 한다.
(3)행어 소켓용 핀
①핀의 형태 치수 및 치수허용차는 해당 공사의 설계도에 의한다.
②도금표면은 평탄하고 소재와 충분히 밀착되어야 하며, 그을림, 비드, 불순물 및 불균일한 도금이 있어서는 안 된다.
③도금두께는 제 1층, 제 2층에 대하여 25mm를 표준으로 하고, 총 두께는 최소 50mm로 한다.
④내식성기준치는 RN9 이상으로 한다.
⑤시험편의 휨 시험을 행하고, 도금의 박리가 없어야 한다.
⑥비커스경도가 800HV 이상이어야 한다.
⑦수급인은 행어 소켓용 핀의 시험 및 검사기준을 정하여 공사감독자의 승인을 득하여 시행하여야 한다.
(4)케이블 정착부
①이하 조항은 현수교의 케이블 정착부에 설치되는 스트랜드슈, 앵커볼트 및 그 부속품의 제작 및 시험에 관한 내용을 규정한다.
②앵커볼트의 제작 허용 오차는 표 2.8-2의 규정을 만족하여야 한다.
| 항 목 | 치수 허용 오차 | |
| 지름 | ±1.5mm | |
| 편경 | 1mm | |
| 길이 | +40mm -0mm |
|
| 휨 | 국부 | 12mm 이하 |
| 전체 | 12mm 이하 | |
③ROD의 형태 치수 및 치수허용차는 해당 공사의 설계도에 의한다.
④정착용 너트의 형태 치수 및 치수허용차는 해당 공사의 설계도에 의한다.
⑤구면와셔의 형태 치수 및 치수허용차는 해당 공사의 설계도에 의한다.
⑥스트랜드 슈의 형태 치수 및 치수허용차는 해당 공사의 설계도에 의한다. 스트랜드 슈는 ROD에 직각을 이루도록 정밀하게 제작, 설치되어야 한다.
⑦포스트텐션 정착부는 KCS 24 11 15(2.2.3)의 규정을 만족하여야 한다.
(5)탑정새들 및 스프레이새들
①새들의 치수허용오차는 ISO8062-2 등을 따라 작성된 해당공사의 설계도에 의한다.
②새들 검사의 구분은 표 2.8-3를 표준으로 하며, 공사감독자의 지시에 따라 변경할 수 있다.
| 새들 본체, 정착철물, 저판 | 스페이서, 채움판 | 프레싱메탈 및 삽입철물, 슬라이딩 플레이트 | ||
| 재료 | SM 520 | SS 400 | STS 304 | |
| 재료검사 | 화학성분 | A | B | B |
| 기계적성분 | A | B | B | |
| 가공후검사 | 치수검사 | B | - | - |
| 외관 | B | - | - | |
| 자분탐상 | B | - | - | |
| 초음파탐상 | B | - | - | |
| 방사선투과 | B | - | - | |
| 부품검사 | 침투탐상 | - | - | B (프레싱 메탈 및 슬라이딩 플레이트 제외) |
| 부품치수 | A | B | B | |
| 외관 | A | B | B | |
| 가조립검사 | 조립치수 | A(스프레이새들) | - | - |
| 도장검사 | 도막두께 | A | - | - |
| 주:A) 입회검사B) 출하 시 검사C) 제작 중 적어도 1~2회 검사 | ||||
③새들과 밴드 본체의 코너 R부 및 보수 용접부에 대해서는 KS D 0213에 따라 자분탐상검사를 실시하여 선형지시와 1mm 이상의 원형지시가 없어야 한다.
④새들, 밴드본체 및 밴드캡의 절삭가공면에 대해서는 KS B 0816에 따라 침투탐상검사를 실시하여 선형지시와 1mm 이상의 원형지시가 없어야 한다.
⑤케이블 받침부에 대해서는 초음파탐상검사를 실시한다.
가.주물
나.판재 성형:소재는 KS D 0248(등가결함 지름이 4mm 이하 합격)에 따른 초음파탐상검사를 실시하고 성형 후에는 KS D 0213(선형지시와 1mm 이상의 원형지시가 없어야 함)에 따른 자분탐상검사를 실시한다.
다.판재 용접:KS B 0896(2류 이상 합격)
⑥새들 본체의 안측벽 하측는 방사선투과검사를 실시한다. 다만, 하측은 초음파탐상으로 한다.
가.주물:KS D 0227(상질등급 A, 3류 이상 합격)
나.판재:초음파탐상검사로 변경
다.판재 용접:KS B 0896(2류 이상 합격)
2.9 현수교 케이블 시스템
2.9.1 선제작평행소선스트랜드의 제작
(1)스트랜드의 제작은 이 기준 2.2에 명시된 소선 규격을 적용하여 실시하는 것으로 한다.
(2)스트랜드의 소선다발은 6각형 형태로 배열되어야 하며, 전장에 걸쳐 모든 강선이 평행으로 배치되어야 하고, 소선 이음과 같은 불연속 연결부가 없어야 한다.
(3)스트랜드는 약 1.5m 간격으로 고장력 테이프로 감아 육각형 형태를 유지할 수 있도록 고정하여야 한다. 이때, 테이프 표면은 찢어짐 혹은 긁힘과 같은 흠이 있어서는 안 된다.
(4)위치판독 소선은 스트랜드에 배치되는 소선의 배열 상태 및 비틀림 혹은 꼬임을 검사하기 위하여 스트랜드 단면의 상단 우측(교량 시점에서 종점을 바라볼 때)에 배치한다.
(5)위치판독 소선은 일반 소선과 확실히 구분 가능한 색으로 착색한다.
(6)스트랜드의 길이는 해당 공사의 설계도서에 의하며, 각 스트랜드별 상세한 수치에 대해서는 별도 산정하여 승인을 받는 것으로 한다.
2.9.2 선제작평행소선스트랜드 소켓의 정착
(1)스트랜드는 양 끝단을 기제작된 소켓으로 마감하고 아연-동 합금으로 주조하여 고정한다.
(2)주물 주입전 소켓 및 소선은 미리 탈지처리 하여 청정한 상태를 유지한다.
(3)스트랜드와 소켓이 이루는 각도는 90°±0.5°를 관리목표로 한다.
(4)주조작업 전, 소켓을 약 150℃로 예열하여 주조작업을 용이하게 하여야 한다.
(5)아연-동 합금의 주조작업은 주물의 온도 감소를 고려하여 460℃±10℃의 범위에서 수행하여야 한다.
(6)소켓을 스트랜드의 마킹 위치에 설치하고, 삽입한 케이블은 확실히 고정하여야 하며, 주입합금이 정확히 주입되어야 한다.
(7)소켓 가공 완료 후, 소켓 나사부에 방청 그리스를 도포한다.
(8)합금이 소켓과 고정되어 상온까지 냉각된 후, 스트랜드 파단하중의 약 50%에 해당하는 하중으로 소켓 배면을 약 5분간 압착한다.
(9)주입합금 내부에는 핀홀이 없어야 한다.
2.9.3 선제작평행소선스트랜드 소켓의 검사
(1) 스트랜드 소켓의 검사는 표 2.9-1에 의거하여 수행한다.
| 감사항목 | 시험갯수 | 품질기준 |
| 스트랜드 외관 | 전수검사 | 사용상 유해한 결함이 없을것 |
| 아연-동 합금 | 1개 | 아연 98%±0.2% 동 2%±0.2% |
| 소켓 합금 주입률 | 전수검사 | 92% 이상 |
| 소켓 배면 가압 | 전수검사 | 파단하중 50% 5분 가압후 발출량 10mm 이내 |
| 스트랜드 인장시험 | 3개 | 공칭인장강도의 95% 이상 실측인장강도의 92% 이상 |
| 소켓전면-스트랜드 직각도 | 4개 | 90°±0.5° |
(2) 선제작 평행소선 스트랜드는 다음의 정하중 성능을 만족하여야 한다.
(3)스트랜드 시험체는 소켓 사이 자유장 길이를 최소 3.5m 이상으로 하고, 시험기 내에서 일직선이 되도록 설치한다. 폴리에스터 테이프 또는 강재 클램프를 이용하여 소선 다발의 형상을 유지하도록 하되 시험을 실시하기 전에 강재 클램프는 제거되어야 한다.
(4)시험 중 가력시간, 가력하중, 케이블의 변형량과 더불어 소켓 내 충전물의 변형, 소선의 파단을 계측하기 위한 장치가 설치되어야 한다. 시험 종료 후에는 소켓으로부터 소선이 소켓으로부터 발출된 길이가 계측되어야 한다.
(5)시험 하중은 케이블의 공칭인장강도를 기준으로 10%씩 증가해 가며 가력한다. 이 때 각 단계에서는 5분간 하중을 유지하며, 80%에서는 20분간 하중을 유지한다. 공칭강도의 95%와 실측인장강도의 92%에서도 5분간 하중을 유지한 후 최대하중까지 하중을 가력한다.
(6)선제작평행소선스트랜드는 다음 기준을 만족해야 한다.
① 최대하중은 공칭강도의 95%와 실제 인장강도의 92%보다 커야 한다.
② 시험 종료 후 소선이 소켓으로부터 발출된 길이는 20mm 이하이어야 한다.
③ 시험 종료 후 소켓에서 균열이 계측되지 않아야 한다.
2.10 사장재 케이블 시스템
(1)사장재 케이블 시스템은 주인장재, 부식방지층, 정착구 등을 포함한 전체 구조계를 의미하며, 각각의 성능 기준을 통과한 부품으로 구성된 시스템에 대하여 시험한다. 시험은 케이블 시스템의 적정성 검증 및 승인을 목적으로 수행하고, 공급자는 기준을 통과한 제품을 공급한다.
2.10.1 역학적 성능 시험
역학적 성능 시험은 피로시험 및 피로 후 인장시험으로 구성된다.
(1)시험체 선택 및 시험 단위
① 공급된 케이블 중에서 대표적인 최소, 최대, 중간 크기의 케이블 각 1개씩 총 3개에 대하여 피로시험 및 피로 후 인장시험을 수행한다. 다만, 시험 설비 용량이 충분하지 못한 경우에는 공사감독자와 협의하여 최대 크기 시험체의 규모를 조정할 수 있다. 만일 정착구에서 연선 다발이 디비에이터를 이용하여 묶여서 정착된다면, 이를 반영한 실물 모형에 대하여 시험하여야 한다. 대표적 3개의 케이블과 동일한 명세의 재료 및 구조상세의 케이블 시스템이 사전에 피로시험과 피로 후 인장시험을 통과한 경우에는 공사감독자의 승인을 받아 기존 시험성적으로 갈음할 수 있으며, 통과하였으나 구성품 공급자 또는 제작공정 등이 변경된 경우에는 공사감독자와의 협의 아래 대표적인 케이블 시스템 1개에 대해서만 시험을 수행할 수 있다.
② 각 시험체는 3.5m 이상을 취해야 하며, 사용 중의 실제 환경을 반영하여야 한다. 따라서 실제 사용된 정착구와 부식방지장치 등을 동일하게 적용하여야 한다. 다만, 케이블 시스템의 피로 및 인장성능에 영향을 주지 않는 부속품 등은 제외할 수 있다. 만약 시스템 정착구의 조절단과 비조절단의 형식이 상이하다면 양단을 동시에 시험하여야 한다.
(2)피로시험
① 케이블 시스템의 정착구는 양단에 10mrad의 편각을 가진 쐐기형 플레이트 위에 거치하여 케이블 프로파일이 S 형상을 유발하도록 그림 2.10-1와 같이 설치한다. 케이블 시스템의 안정화를 위하여 피로시험 최대응력(0.45GUTS)의 50%~100% 응력으로 5회~10회 이상 반복 재하 하되, 이는 전체 피로시험 횟수에 포함하지 않는다. 편각을 부여하기 위해 쐐기형 플레이트를 적용하는 방법 외에 정착부에 10mrad의 회전각이 발생하도록 케이블을 횡방향으로 변위를 가하는 방법도 적용 가능하다.

② 피로시험은 시험체에 2백만회의 반복하중을 8Hz 이하의 가력 속도로 재하하여 수행하며, 응력 범위는 표 2.10-1을 따른다.
| 축방향 응력( |
정착부 편각( |
|
| 범위(Δf, Δα) | 200MPa | 10mrad(0.6°) |
| 최솟값 | 0.45GUTS-200MPa | |
| 최댓값 | 0.45GUTS |
③ 피로시험은 아래 조건이 만족되면 합격한 것으로 판정한다.
가.2백만회 시험 후 파단 소선이 2% 이내, 다만 소선 개수가 100개 미만인 경우는 파단 소선이 2개 이하
나.피로시험 중 용접부와 볼트 등을 포함한 정착구의 재료나 구성품에 파손이 발생하여서는 안 됨.
(3)피로시험 후 인장시험
① 피로시험을 수행한 후 인장시험을 수행한다. 이 때 정착부에 어떠한 변화도 허용하지 않는다. 인장력은 초당 3×10 이하의 변형률을 유지하며 균일한 속도로 재하 한다.
② 인장시험은 다음의 조건들을 만족하면 합격한 것으로 한다.
가.케이블의 최소인장강도가 0.95GUTS, 또는 0.92AUTS 중 큰 값 이상
나.최대 하중에서의 연신율(지압판 사이의 시편길이 기준) 1.5% 이상
다.0.95GUTS, 또는 0.92AUTS에 도달할 때까지 정착구의 재료 또는 구성품의 파괴가 없어야 함. 다만 쐐기의 쪼개짐(균열포함)은 허용함.
라.시험 후 분해 검사에서 주인장재에 부드러운 면 재질의 천으로 닦이지 않는 표면 부식이 없어야 함.
2.10.2 수밀성 시험
(1)수밀성 시험은 케이블과 정착구 사이의 밀봉이 정착구 누수 발생을 방지하는 데 적절한지 시험한다. 볼트나 용접과 같이 누수에 취약한 부분이 있다면 이를 포함하여 시험하거나 취약부를 별도로 시험한다. 다만, 동일한 선재를 이용하여 동일한 신선공정으로 생산된 케이블에 대한 기존의 성능시험 결과가 있는 경우 시험 여부 및 규모를 협의하여 결정할 수 있다. 시험에 사용된 케이블 시스템은 현장에 공급되는 케이블 시스템과 동일 공정으로 제작되어야 한다.
(2)시험체
① 정착구, 1m 이상의 자유길이를 가진 주인장재, 모든 밀봉 상세, 충전재 등을 포함하는 완전히 조립된 케이블 시스템을 시험하며, 가장 대표적인 하나의 시스템에 대하여 시험하되, 케이블 공칭인장강도의 최솟값이 7MN 이상이어야 한다.
(3)시험 과정
① 시험체는 수직으로 세워서 시험하며, 상온에서 0.30GUTS가 되도록 축력을 도입한다. 그 후 시험체를 염색 용액에 잠기게 하여 지압판 혹은 가이드 디비에이터에서부터 최소 3m의 수두가 확보되도록 한 후에 0.20GUTS~0.45GUTS의 응력으로 10회 반복 하중을 재하하고, 최종적으로 0.30GUTS에 상응하는 하중으로 고정한다. 이어서 8회의 온도 변화(ΔT)와 케이블 회전(Δα)을 그림 2.10-2에 따라 가한다. 온도가 유지되는 시간은 9시간 이상이며, 온도가 변하는 시간은 3시간 이상이어야 한다. 회전각의 크기는 표 2.10-2에 따르고, 회전각의 변화 속도는 1Hz를 넘지 않아야 하며, 최대 250회를 9시간 이내에 반복한다. 회전각은 시편 상단의 고정단 정착부에 정해진 회전각에 상당하는 크기의 수평변위를 줌으로써 만들어 낼 수 있다. 전체 시험은 만 8일 이상이 소요되며, 시험 중 온도, 하중, 회전각 등의 실험 변수들을 관찰 기록하여야 한다.
| 케이블 응력 | 회전각( |
온도 변화폭( |
| 0.30GUTS | ±1.4˚ (±25mrad) | 40℃ |

(4)허용 기준
① 시험 후 시편은 모두 분해해서 면밀히 관찰 후, 수분이나 염색액이 정착구 내부 또는 인장재 표면에서 발견되면 불합격 처리한다.
(5)시험 단위
① 대표적인 정착구 형식을 포함한 1개의 대표적인 케이블 시스템에 대하여 시험한다. 동일한 명세의 재료 및 구조 상세의 케이블 시스템이 사전에 수밀 시험 통과한 경우는 기존 시험성적으로 갈음 할 수 있다.
3. 시공
3.1 현수교의 시공
3.1.1 캣워크의 가설
(1)캣워크 케이블의 시공오차는 작업성을 고려하여 충분히 작아야 하며 케이블포머의 높이조정범위 이내여야 한다.
(2)캣워크 로프에 걸리는 하중은 로프와 바닥틀의 자중, 적재물을 포함한 크로스브리지의 중량, 훌링시스템으로부터의 전달하중, 작업하중 및 풍하중, 그리고 형상조정 전의 연선 하중 등을 고려하여야 한다.
(3)캣워크 로프는 가설 후 주 케이블의 위치조정이 용이하도록 새그 조정을 실시하여야 한다. 새그 조정은 온도가 안정되는 야간에 실시하도록 한다.
(4)캣워크 바닥틀을 구성하는 철망 및 각목 등은 캣워크 로프와 완전히 결합 되어야 한다.
(5)작업자의 안전성 확보를 위해 작업중 캣워크의 기울기 제한 및 강풍 등에 의한 캣워크의 전도 방지를 위하여 크로스브리지 설치 등의 조치를 하여야 한다.
(6)수급인은 캣워크의 가설 중 강풍 및 태풍에 대하여 구조물이 파손되지 않도록 현장관리를 철저히 하고 캣워크 시공 전 풍하중에 대한 안전성 검토를 실시하여 적절한 조치를 강구하여야 한다.
3.1.2 AS공법 주케이블의 가설
(1)훌링 시스템
① 훌링 시스템은 공중가설을 하기 위하여 스피닝 호일을 교량의 양끝으로 왕복 운동시키는 설비로서 주요설비는 표 3.1-1과 같다.
| 지상설비 | 캣워크상 설비 | 탑정설비 |
| 구동장치 운전실 수평긴장장치 또는 길이 조정장치 |
훌링로프 트램웨이 지지대와 로프 트램웨이 가이드롤러 |
탑정벤트 탑정가이드롤러 |
(2)가설 준비
①스프레이 새들 및 탑정 새들의 설치면은 깨끗이 표면처리하고 위치, 방향, 높이를 확인하여 정밀하게 시공하여야 한다.
②스프레이 새들 및 탑정 새들에 부착되는 기계는 가설 전에 그 접촉면을 청결히 하고 정밀하게 가설하여 기계에 유해한 타격 및 손상을 주지 않도록 주의하여야 한다. 변형이 생겼을 경우 공사감독자의 승인을 얻어 수정을 하여야 한다. 기계의 볼트를 연결 후에는 공사감독자의 검사를 받아야 한다. 더욱이 볼트의 구멍이 맞지 않는 경우에는 공사감독자의 승인을 얻어 수정하여야 한다.
③와이어 로프에 손상을 주지 않도록 취급에 주의하여야 한다. 로프의 연결은 충분한 강도를 얻을 수 있도록 연결하고 특히 홀링 로프는 본선을 연결한 후 소정의 힘을 받을 수 있도록 하여야 한다.
(3)게이지 와이어의 제작
①게이지 와이어는 캣워크의 형상조정, 케이블포머의 높이조정 및 주케이블 컴팩션 완료 후 주케이블에 케이블밴드의 위치를 마킹하기 위해 사용한다.
②제작 시 입회검사를 원칙으로 하며, 오차발생시 기록하여 시공 시 보정하도록 한다.
③게이지 와이어는 10m, 50m, 100m 간격에 흠 표시를 한 후 식별이 용이한 테이프 등으로 간격별로 표시한다.
④전체길이에 대하여 마킹 표식검사 및 오차검사를 시행한다.
(4)소선 이음
①소선 이음이 스트랜드 슈, 스플레이 새들 및 탑정 새들 내에 있어서는 안 된다.
②소선 이음은 원통내면을 특수 처리한 커플러를 사용하여 소선이음기계로 가압 연결한다.
③소선 이음의 위치는 소정의 간격이 되도록 시공하고 특정 위치에 집중되지 않도록 주의한다.
④소선 이음은 충분한 강도를 가져야 하며, 형상의 변형 혹은 균열이 있어서는 안 된다.
⑤소선이음기계는 케이블 시공 중 정기적으로 소선이음시편을 제작하여 각 기계당 인장시험을 실시하여, 그 결과를 공사감독자에게 보고하여야 한다.
⑥인장시험 결과 소선이 파단 될 때까지 소선이 소선 연결구에서 빠져나가면 안 된다.
⑦시험의 빈도는 공사감독자의 승인을 받아 정한다. 시험은 공사감독자의 입회하에 실시하여야 한다.
(5)공중 가선
①소선의 시단부의 가고정은 캣워크상의 종단부와의 연결이 용이하고 스플레이 새들로부터 멀지 않은 곳에 설치한다.
②훌링 로프의 장력 및 가선중의 소선 장력은 소정의 장력으로 시행하여야 한다.
③소선의 스트랜드 슈 및 새들에서의 배열은 설계도에 표시한 소선 배열표에 따라서 정확하게 배열하고 각 소선은 완전히 평행하여야 하며, 교차가 되어서는 안 된다.
④소선의 취급 시 손상 및 비틀림이 발생되거나 화기에 인접해서는 안 된다. 이런 일이 발생했을 때는 공사감독자의 지시에 따라 대체 또는 교정하여야 한다.
⑤연선 가밴드 사이의 케이블은 균등해야 하며, 국부적인 늘어짐이 있어서는 안 된다. 주케이블 표면에 있는 가밴드는 컴팩션 작업 전에 제거되어야 한다.
⑥연선 조정은 케이블 온도가 대략 균등한 야간에 검사기준에 따라 소정의 새그로 조정하고 공사감독자의 검사를 받아야 하며, 새그 측정 시에는 연선의 온도를 고려하며, 절대 새그 측정시에는 주탑의 변위과 시공오차도 고려하여야 한다.
⑦연선의 측량 및 새그 조정은 모든 연선에 대해 실시하며 절대 새그량 측정은 기준이 되는 가설 완료시, 나머지 연선 가설 중 1~2회, 그리고 전체 연선 완료시에 실시한다. 기준이 되는 연선의 절대 새그 조정 정밀도는 교량의 규모와 특성에 따라 달리 정할 수 있으므로 당해 공사의 공사시방서를 따르는 것으로 한다. 평행한 두 줄의 주케이블을 갖는 현수교의 경우, 기준이 되는 연선의 절대 새그 조정 대상 항목으로 한쪽 연선의 절대 새그뿐만 아니라 좌우 두 연선의 새그 차이도 포함한다. 기준이 되는 연선과 기타 연선과의 상대 새그 조정 정밀도도 관리 대상으로서 당해 공사의 공사시방서를 따르는 것으로 한다.
⑧케이블 가설 전에 주탑의 풀백 또는 주탑 새들의 셋백을 적절히 실시하여 새들에서 연선의 미끌림이 발생하지 않도록 해야 한다. 또한 스플레이 새들은 완공시에 정위치에 오도록 셋백을 실시한다.
⑨소선의 릴링작업은 승인받은 공사계획서에 의거하여 실시하여야 하며, 특히 릴링된 주케이블 소선은 평탄한 곳에서 취급 및 보관하여야 한다.
(6)케이블 정착
①앵커볼트 및 스트랜드 슈 등 정착부재의 설치 시에는 앵커프레임의 선단과 스프레이 새들 사이에 기준피아노선을 미리 설치하여 스트랜드 슈의 중심을 시공오차가 ±1mm 이상 발생하지 않도록 하여야 한다.
②스트랜드 슈에서 소선의 배열작업은 슈마다 작업원을 배치하여 각 사이클마다 쌓이는 소선을 사선과 활선으로 구별하면서 순서에 따라 소정의 위치에 배열하여야 한다.
③연선의 새그조정이 완료되면 스플레이새들과 정착부 사이에서 연선의 장력을 조정하여야하며, 장력조정방법, 조정길이, 장력허용 범위 등에 관해 사전에 검토 후 계획서를 작성하여 공사감독자의 승인을 받아야 한다.
④연선의 장력조정을 위해 슈의 이동량과 잭의 가압력을 그래프화 한 뒤 그 변곡점에서의 장력을 구하여 허용범위 내에 있는지를 확인하여야 한다. 장력이 허용범위를 초과할 경우에는 스트랜드슈의 위치를 조정하여 소정의 장력을 확인한 후 슈를 고정시킨다.
(7)컴팩션
①가설이 완료된 연선은 온도가 안정한 상태에서 육각형의 단면형상이므로 케이블밴드 가설에 우선하여 케이블밴드 설치가 가능하도록 원형단면으로 마무리하기 위해 프리 컴팩션와 메인 컴팩션를 설치하여야 한다.
②컴팩션 시 공극률은 설계도에 따른다.
가.프리 컴팩션
(가)배열확인을 위해서 중간경간은 1/4, 1/2, 3/4점의 케이블 포머부, 측경간은 1/2점에서 연선 배열을 확인한다.
(나)배열 고정을 위한 스트랩설치는 스퀴징 작업이 원활하게 진행될 수 있는 간격이어야 한다.
(다)큰 간격의 배열고정은 태양광선에 의해 연선의 배열이 흐트러짐을 피해 야간에 작업하는 것이 좋으나 인력으로 배열이 가능한 경우에는 주간에 실시할 수 있다.
(라)프리 컴팩션의 케이블 단면 형상은 다음 사항을 고려하여야 한다.
가컴팩션 머신의 설치가 가능할 것
나케이블 상면은 머신 주행로의 지름 이상으로 평탄하게 하지 말 것
다머신 체결 슈에 국부적으로 와이어가 지지하지 않도록 케이블 표면의 요철을 없앨 것
(마)스트랩핑 밴드재질은 양단부에 라운딩처리를 하여 케이블 손상이 되지 않도록 한다.
(바)프리 컴팩션은 케이블의 공극률이 25%~30% 정도 되도록 한다.
나.메인 컴팩션
(가)메인 컴팩션에 들어가기 전에 시험 체결하여 체결 시 공극률, 횡경, 종경의 관리 한계를 설정 관리하여야 한다.
(나)컴팩션 머신의 작업 간격은 약 1m를 원칙으로 한다.
(다)프리 컴팩션에서 실시한 임시밴드는 머신이 그 위치에 오기 직전에 제거하여야 한다.
(라)컴팩션 후에는 경험적으로 소요공극률을 유지할 수 있는 수준으로 임시밴드를 체결한다.
(마)메인 컴팩션 완료 후 케이블 직경의 측정은 컴팩션 머신 자중에 의한 케이블 변형의 영향을 피하기 위해 머신 통과 후 5m 이상 떨어져서 실시해야 하며, 측정개소는 가밴드 근방으로 하여 종횡지름을 측정한다.
(바)메인 컴팩션 완료 후 케이블 공극률을 조사하여, 그 결과를 작성 제출한다.
(사)프리 컴팩션 또는 메인 컴팩션 완료 후 케이블의 절대 새그를 측정하여 가설구조계산에 반영하여야 하며, 이를 기준으로 행어 케이블의 길이를 산출하여야 한다.
3.1.3 PWS공법 주케이블의 가설
(1)새들 스페이서 설치
① 가설되는 스트랜드의 위치․형상 유지를 위하여 가설과 병행하여 새들내 소정 위치에 적정한 간격유지 등을 마련하여야 한다.
(2)선제작평행소선스트랜드의 인출
①가설될 선제작평행소선스트랜드를 전구간에 걸쳐 캣워크 상에 적당한 간격으로 배치된 롤러 위를 비틀리지 않도록 인출 한다.
②선제작평행소선스트랜드가 세팅된 언릴링설비는 기 설치된 훌링 시스템의 구동에 따라 선제작평행소선스트랜드를 원활하게 풀어낸다.
③언릴링 설비에서 캣워크 상에 이르는 유도 라인에는 적절한 롤러를 배치하여 선제작평행소선스트랜드에 손상을 주지 않아야 한다.
④인출된 선제작평행소선스트랜드는 새들내에서 사각 정형을 실시하여 소정 위치에 이설․배치 하여야 한다. 배치시에는 와이어에 유해한 흐트러짐․팽창 등이 없도록 신중히 배치한다.
⑤단부 정착은 소켓을 소정위치에 소정의 자세로 인입하여 가정착 한다.
⑥인출중에 세이징 테이프가 파단되는 경우에는 세이징을 재실시한다.
⑦인출해 의해 선제작평행소선스트랜드에 경간 내(새들 간)에서 비틀림을 일으키지 않아야 한다. 또한 현저한 회전(너울)을 일으키지 않아야 한다.
(3)새들내 배치
①비틀림은 선제작평행소선스트랜드에 배치한 포지셔닝 와이어로 확인한다. 선제작평행소선스트랜드가 어긋나지 않도록 가인장 클램프를 확실히 고정하고, 선제작평행소선스트랜드를 프리 행잉 상태에서 선제작평행소선스트랜드 해당 부분을 지그를 이용하여 소정의 사각형으로 정형화하고 와이어의 교란 등을 일으키지 않도록 소정 위치에 이설․배치한다. 이때 와이어에 유해한 교란․팽창 등이 없도록 신중히 배치한다.
②게이지 와이어, 포지셔닝 와이어는 육안으로 확인할 수 있는 상면(위)에 위치하도록 한다.
(4)선제작평행소선스트랜드 스트랜드 정착
① 새들에의 이설과 병행하여 로드 정착 소켓을 비틀리지 않도록 소정의 자세로 소정 위치에 인입하여 로드로 가고정 한다. 이때, 로드에 유해한 휨이 발생하지 않도록 배려한다.
(5)기준 연선의 절대 새그 조정
①인출 및 이설을 끝낸 선제작평행소선스트랜드는 소정 형상이 되도록 새들부의 위치․정착길이를 조정한다.
②각 케이블에서 각 연선의 상대 새그량의 기준이 되는 연선을 기준연선이라 부르는데, 이것을 온도변화가 적은 야간에 각 경간의 중앙점의 새그량를 측정하여 목표 새그량으로 조정한다. 이것을 절대 새그량 조정이라 한다.
③최초 가설되는 최하층의 1번 연선을 기준연선으로 하며 최초 측정과 더불어 가설 중 적어도 1회의 절대 새그량를 추가 측정하여 측량 결과를 후속 연선의 새그량 조정에 반영시킨다. 기준연선의 가설 정밀도는 해당 공사에 따라 별도로 정하되 , 절대 새그량, 상대 새그량, 좌우 양케이블의 상대 새그량 차이 등으로 구분하여 정한다.
(6)상대 새그 조정
①기준연선 이외의 각 연선의 새그 조정은 각 경간의 새그를 기준연선과의 상대 새그값으로서 온도변화가 적은 야간에 적용한다.
②조정은 앵커소켓의 Rod 정착길이로 조정한다.
(7)앵커 스팬 장력조정
①앵커 스팬의 조정은 장력조정으로 한다.
②각 연선의 목표 장력 및 오차를 별도로 산정, 사전 제출하여 승인을 받아야 하며, 정착 Rod에 유해한 휨을 주지 않도록 균등하게 조정․고정한다.
③장력조정 전후에 스플레이 새들부에서 스트랜드의 이동(미끄럼)을 발생시키지 않아야 한다.
(8)아연 필러 또는 피스와이어 설치
① 새들내 아연 필러 또는 피스와이어는 스페이서와의 사이에 공극이 발생하지 않도록 하며, 또한 상단은 평탄하도록 고정한다.
(9)스트랜드 정착부 주변의 현장도장․보수도장
① 스트랜드 장력 조정작업 완료 후 정착부 주변의 미도장부 및 손상부는 해당하는 도장사양에 따라 현장도장을 실시한다.
3.1.4 케이블 밴드의 가설
(1)케이블 밴드 체결 위치 및 케이블 경사의 확인 및 표시를 위한 측량은 케이블 온도가 거의 균등한 심야에 게이지 와이어를 이용하여 시행되어야 한다.
(2)케이블 밴드는 운반 시 바뀌지 않도록 충분히 주의하고 행어와의 각도가 설계도와 일치하도록 연결하여야 한다.
(3)케이블 밴드의 연결부 표면은 밴드 연결 전에 기타 부착물이 완전히 제거된 상태여야 한다.
(4)볼트 텐셔너의 체결작업에 지장이 없도록 체결 전에 볼트길이를 검토하고, 텐셔너의 설치, 철거 시의 작업성을 고려하여야 한다.
(5)케이블 밴드 볼트의 체결방법
①케이블 밴드 볼트의 축력은 미리 각각의 볼트 무응력장을 측정하여 그 축력-신축선도를 구한다.
②가체결 완료 후 케이블 밴드 볼트는 텐셔너에 의해 본 체결을 실시한다. 각 볼트의 도입축력은 항복강도의 75%로 하며, 허용오차는 각 볼트의 설계 긴장력 10% 이내, 밴드 내 볼트 축력의 총합은 설계값 총합 이상이어야 한다.
③보강형 가설 전 또는 가설 중, 그리고 와이어랩핑 후에 볼트 축력손실을 점검하고 필요한 위치에는 축력을 재도입 한다.
④시간변화에 따른 케이블 밴드 볼트 축력을 측정하여 재체결시기를 검토하고 추가체결 시기를 판단하여야 한다.
3.1.5 행어용 로프의 가설
(1)행어용 로프를 설치하기 전에 케이블 밴드를 청결하게 청소하여야 한다.
(2)행어용 로프의 보강거더 인입에 대한 가설방법 및 형상관리는 사전에 공사감독자의 승인을 득하여야 한다.
(3)행어용 로프 및 소켓은 취급 시 주의하여 손상을 입지 않도록 한다.
(4)수급인은 행어용 로프와 소켓의 정착 전까지 고정하중 변화를 포함하는 최종 완성계 선형을 확정하여 공사감독자의 승인을 득하여야 하며 이에 따른 행어용 로프의 측장기준을 제출하여야 한다.
(5)행어용 로프의 정착이 완료되면, 보강형의 종단선형을 측정하여 보강형의 최종선형을 확인한다.
3.1.6 케이블 랩핑
(1)시험랩핑을 실시하여 방청페이스트의 비율, 랩핑와이어장력, 와이어 감김 상태 등을 확인 후 시공에 반영하여야 한다.
(2)랩핑와이어는 케이블 위에 간격 없이 적정한 장력으로 감는다.
(3)수급인은 아래의 조건을 고려하여 랩핑장력을 결정하여 공용 중에 랩핑와이어 장력이 항상 0 이상이 되도록 랩핑 시 장력을 결정한다.
①랩핑 압력에 의한 직전에 설치된 와이어의 장력 손실
②주케이블 랩핑 이후의 주케이블 장력증가에 따른 케이블 단면감소
③주케이블과 랩핑와이어의 온도차
(4)랩핑와이어의 시·종점과 이음부는 용접을 하며, 와이어가 풀리지 않도록 이음부 주위는 일정 간격으로, 이음부 이외의 부분은 1m 간격으로 용접을 실시한 후 그라인더 등으로 표면을 마무리 한다.
(5)랩핑와이어는 비틀림이 발생하지 않도록 충분히 주의하여 시공하고 비틀림이 발생했을 경우 공사감독자의 지시에 따라서 절단 후 다시 감아야 한다.
(6)케이블 밴드 단부, 홈 부분 볼트체결부에는 코킹을 통해 수밀성을 확보한다. 코킹 재료는 1층 백업재, 2층 부칠고무, 3층 2성분 변성 실리콘의 사용을 원칙으로 하며, 부득이 재료의 변경이 필요할 경우 공사감독자의 승인을 득하여야 한다.
(7)케이블밴드 하단부의 결로집수용 홈은 열어두어 수분이 유출되도록 한다.
3.2 사장교의 시공
3.2.1 가설 방법
(1)가설은 확실하게 안전해야 하며, 유해한 가설응력 및 잔류응력이 일어나지 않는 방법으로 고도의 작업품질이 보장되도록 실시하여야 한다.
(2)사장재 운반을 위해 사용되는 코일은 곡률에 의한 휨응력이 외피항복강도의 90%를 넘지 않도록 곡률을 조절해야 한다. 특히 케이블 단위로 운반되는 평행소선케이블의 경우는 케이블에 비틀림이 발생하지 않도록 주의한다.
(3)케이블 설치는 강연선 한 개씩 인상하여 설치하여 케이블 강연선에 동일한 인장력을 도입하는 MS 형식과 케이블 전체를 인상하여 인장력을 도입하는 PWC 형식으로 분류할 수 있다.
(4)PWC 형식의 경우, 케이블 전체를 인상하여 인장력을 도입하므로 주탑축 소켓 인양은 스테이케이블의 꺾임이나 손상을 방지하기 위해 전용의 인양기구에 고정시켜서 실시한다.
(5)가설 중 정착구 내부의 수분 배출을 위한 배수시설이 막히지 않도록 주의한다. 또한 정착구에 고무재질 커버(Rubber boots)를 설치하는 경우에는 내부로 우수가 유입되지 않도록 차수대책을 강구한다.
3.2.2 케이블 가설
(1)MS 케이블 가설
①강연선은 마스터 강연선과 일반 강연선으로 분류되며, 마스터 강연선은 케이블 당 1 가닥씩 공장에서 설계길이의 ±1/10,000 정밀도 제작되어 공급되고, 일반 강연선은 현장 적용 케이블 길이로 제작하여 사용한다.
②HDPE 덕트는 현장으로의 운송에 적합하도록 공장에서 소정의 길이로 제작되어 공급되고, 제작장에서는 기계적 융착을 통해 케이블 길이로 제작한다.
③사장재 장력도입에 있어서는 가설단계에 따라 도입 긴장력을 산정하고, 안전성을 확인한 후 도입하여야 한다.
(2)PWC 케이블 가설
①사장재는 공장에서 케이블과 소켓이 조립된 상태로 공급되므로 설치 전 주탑과 보강형의 위치를 측정하여 실제 길이와 설계 길이를 검토하여야 한다.
②케이블은 제작 시에 꼬임이 가해져 인장도입 시 회전토크가 발생한다. 따라서 장력도입 시에는 토크를 구속하는 대책을 세운다.
③사장재 장력도입에 있어서는 가설단계에 따라 도입 긴장력을 산정하고, 안전성을 확인한 후 도입하여야 한다.
3.2.3 케이블 장력조정
(1)케이블 최종장력 확인은 케이블 온도가 거의 균등한 일출 전 혹은 일몰 후에 시행한다.
(2)사장재 케이블의 허용 장력오차는 완성단계를 기준으로 ±5% 이내(단, 케이블 허용장력 이내)로 하고, 가설단계에서는 당해 공사의 공사시방서에 명시되어 있지 않으면 ±10% 이내로 한다.
(3)MS 케이블 조정은 장력도입에 적용된 모노잭 또는 사장재 전체의 장력을 조정할 수 있는 멀티잭을 적용하여 실시한다.
(4)PWC 케이블 장력조정은 장력도입에 적용된 센터홀 잭 등의 인입 장치에 의하여 실시한다.
3.3 피뢰 설비
3.3.1 시공
(1) 피뢰설비는 KDS 24 14 42 (4.5.2)에 따라 설치 여부를 판단하여야 한다.
(2) 피뢰설비의 설치 등 시공에 관한 사항은 KCS 31 80 10 및 KS C IEC 62305 등에 따른다.
3.3.2 유지관리
(1) 피뢰설비를 설치하는 경우에는 관리 대상 교량의 제반 여건에 맞는 피뢰설비 점검매뉴얼을 작성하여 업무에 활용하여야 한다.
(2) 피뢰설비 점검매뉴얼에는 다음과 같은 내용이 포함되어야 한다.
가. 점검 기록 관리(설치 시 초기 측정값 포함)
나. 점검 주기
다. 수뢰부 점검
라. 등전위 접지 연결(결속)상태
마. 인하도선, 등전위접지, 접지극과 전기적 연속성 점검 및 측정
바. 접지저항 및 피뢰시스템 도체 저항 측정
사. 낙뢰유입 여부 피해사항 확인
아. 전자계 시스템 보호설비 점검 등
👇함께보면 좋은글👇
'시방서 > KCS 표준시방서' 카테고리의 다른 글
| 가시설(한계상태설계법) KCS 24 81 10 :2023 건설 표준시방서 (0) | 2024.10.31 |
|---|---|
| 구조물 해체(한계상태설계법) KCS 24 81 05 :2023 건설 표준시방서 (0) | 2024.10.31 |
| 시멘트콘크리트 교면포장(한계상태설계법) KCS 24 61 10 :2023 건설 표준시방서 (0) | 2024.10.31 |
| 아스팔트콘크리트 교면포장(한계상태설계법) KCS 24 61 05 :2023 건설 표준시방서 (0) | 2024.10.31 |
| 비탈면보호(한계상태설계법) KCS 24 51 25 :2023 건설 표준시방서 (0) | 2024.10.31 |